|
| WELDABILITY OF MATERIALS - STAINLESS STEEL |
#1.General
Stainless steels are chosen because of their enhanced corrosion resistance, high temperature oxidation resistance or their strength.
The various types of stainless steel are identified and guidance given on welding processes and techniques which can be employed in fabricating stainless steel components without impairing the corrosion, oxidation and mechanical properties of the material or introducing defects into the weld.
|
#2.Material Types
The unique properties of the stainless steels are derived from the addition of alloying elements, principally chromium and nickel, to steel.
Typically, more than 10% chromium is required to produce a stainless iron.
The four grades of stainless steel have been classified according to their material properties and welding requirements:
* Austenitic
* Ferritic
* Martensitic
* Austenitic-ferritic (duplex)
The alloy groups are designated largely according to their microstructure. The first three consist of a single phase but the fourth group contains both ferrite and austenite in the microstructure.
As nickel (plus carbon, manganese and nitrogen) promotes austenite and chromium (plus silicon, molybdenum and niobium) encourages ferrite formation, the structure of welds in commercially available stainless steels can be largely predicted on the basis of their chemical composition.
Because of the different microstructures, the alloy groups have both different welding characteristics and susceptibility to defects.
|
#3.Austenitic Stainless Steel
Austenitic stainless steels typically have a composition within the range 16-26% chromium (Cr) and 8-22% nickel (Ni).
A commonly used alloy for welded fabrications is Type 304 which contains approximately 18%Cr and 10%Ni.
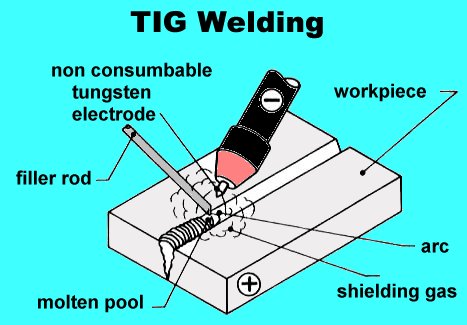
These alloys can be readily welded using any of the arc welding processes (TIG, MIG, MMA and SA).
As they are non-hardenable on cooling, they exhibit good toughness and there is no need for pre- or post-weld heat treatment.
Avoiding Weld Imperfections for Austenitic Stainless Steel
Although austenitic stainless steel is readily welded, weld metal and HAZ cracking can occur.
Weld metal solidification cracking is more likely in fully austenitic structures which are more crack sensitive than those containing a small amount of ferrite.
The beneficial effect of ferrite has been attributed largely to its capacity to dissolve harmful impurities which would otherwise form low melting point segregates and interdendritic cracks.
As the presence of 5-10% ferrite in the microstructure is extremely beneficial, the choice of filler material composition is crucial in suppressing the risk of cracking.
An indication of the ferrite-austenite balance for different compositions is provided by the Schaeffler diagram.
For example, when welding Type 304 stainless steel, a Type 308 filler material which has a slightly different alloy content, is used. |
#4.Ferritic Stainless Steel
Ferritic stainless steels have a Cr content typically within the range 11-28%.
Commonly used alloys include the 430 grade, having 16-18% Cr and 407 grade having 10-12% Cr.
As these alloys can be considered to be predominantly single phase and non-hardenable, they can be readily fusion welded.
However, a coarse grained HAZ will have poor toughness.
Avoiding Weld Imperfections for Ferritic Stainless Steel
The main problem when welding this type of stainless steel is poor HAZ toughness.
Excessive grain coarsening can lead to cracking in highly restrained joints and thick section material.
When welding thin section material, (less than 6mm) no special precautions are necessary.
In thicker material, it is necessary to employ a low heat input to minimise the width of the grain coarsened zone and an austenitic filler to produce a tougher weld metal.
Although preheating will not reduce the grain size, it will reduce the HAZ cooling rate, maintain the weld metal above the ductile-brittle transition temperature and may reduce residual stresses. Preheat temperature should be within the range 50-250 deg.C depending on material composition.
|
#5.Martensitic Stainless Steel
The most common martensitic alloys e.g. type 410, have a moderate chromium content, 12-18% Cr, with low Ni but more importantly have a relatively high carbon content.
The principal difference compared with welding the austenitic and ferritic grades of stainless steel is the potentially hard HAZ martensitic structure and the matching composition weld metal.
The material can be successfully welded providing precautions are taken to avoid cracking in the HAZ, especially in thick section components and highly restrained joints.
Avoiding Weld Imperfections for Martensitic Stainless Steel
High hardness in the HAZ makes this type of stainless steel very prone to hydrogen cracking.
The risk of cracking generally increases with the carbon content. Precautions which must be taken to minimise the risk, include:
using low hydrogen process (TIG or MIG) and ensure the flux or flux coated consumable are dried (MMA and SAW) according to the manufacturer's instructions;
preheating to around 200 to 300 deg.C. Actual temperature will depend on welding procedure, chemical composition (especially Cr and C content), section thickness and the amount of hydrogen entering the weld metal;
maintaining the recommended minimum interpass temperature.
carrying out post-weld heat treatment, e.g. at 650-750 deg.C. The time and temperature will be determined by chemical composition.
Thin section, low carbon material, typically less than 3mm, can often be welded without preheat, providing that a low hydrogen process is used, the joints have low restraint and attention is paid to cleaning the joint area.
Thicker section and higher carbon (> O.1%) material will probably need preheat and post-weld heat treatment. The post-weld heat treatment should be carried out immediately after welding not only to temper (toughen) the structure but also to enable the hydrogen to diffuse away from the weld metal and HAZ.
|
#6.Duplex Stainless Steels
Duplex stainless steels have a two phase structure of almost equal proportions of austenite and ferrite.
The composition of the most common duplex steels lies within the range 22-26% Cr, 4-7% Ni and 0-3% Mo normally with a small amount of nitrogen (0.1-0.3%) to stabilise the austenite.
Modern duplex steels are readily weldable but the procedure, especially maintaining the heat input range, must be strictly followed to obtain the correct weld metal structure.
Avoiding Weld Imperfections for Duplex Stainless Steels
Preheat is not normally required and the maximum interpass temperature must be controlled.
Choice of filler is important as it is designed to produce a weld metal structure with a ferrite-austenite balance to match the parent metal.
To compensate for nitrogen loss, the filler may be overalloyed with nitrogen or the shielding gas itself may contain a small amount of nitrogen.
|
|